



联系我们
-
服务热线400 0998 553
- 邮箱:szsc318@163.com
- 地址:江苏省苏州市相城区望亭镇项路村富项路1号1栋
![[list:title]](/uploads/210910/1-210910191II35.jpg "[list:title]")

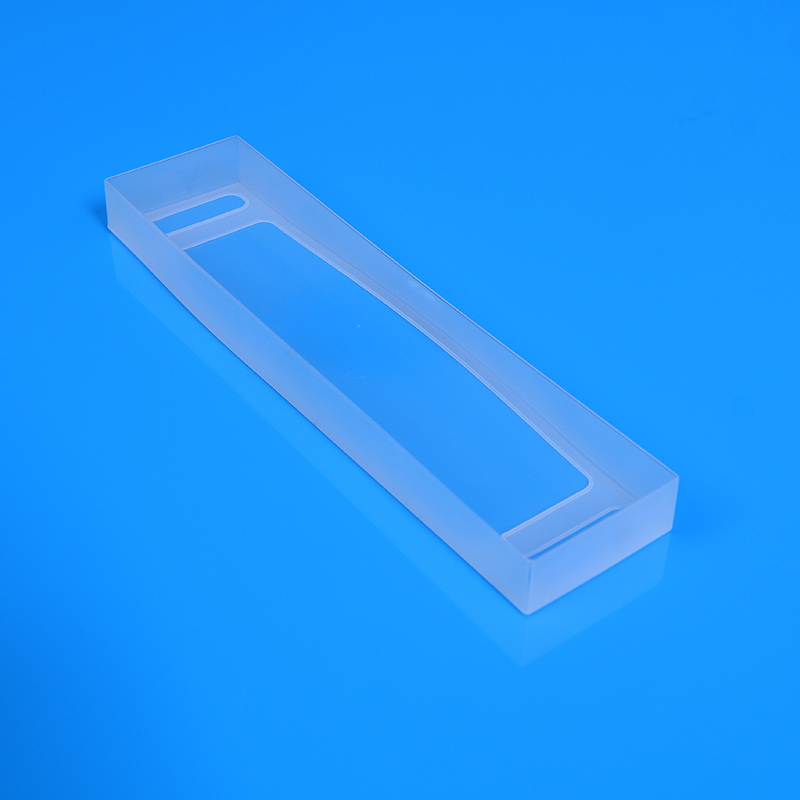
医用硅胶保护套
产品分类:医用硅胶制品
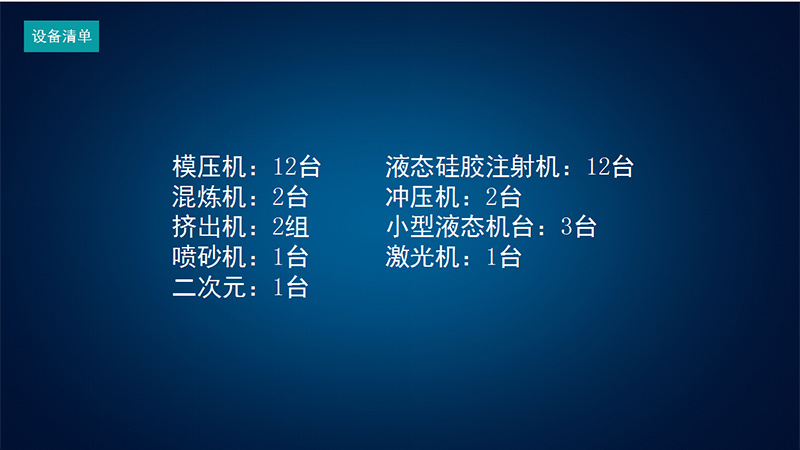
守诚硅胶制品厂,600平十万级车间,25年硅胶制品领域经验,专业定制硅胶制品,医用硅胶制品,医用硅胶保护套,液态硅胶制品等,精密度可达0.02mm,拥有12组液态射出机,12组固态模压成型机
订购热线:400 0998 553
-
守诚硅胶制品厂,600平十万级车间,25年硅胶制品领域经验,专业定制硅胶制品,医用硅胶制品,医用硅胶保护套,液态硅胶制品等,精密度可达0.02mm,拥有12组液态射出机,12组固态模压成型机,欢迎来电咨询:18913543409
跟此产品相关的产品

- 医疗级硅胶冻干球模具
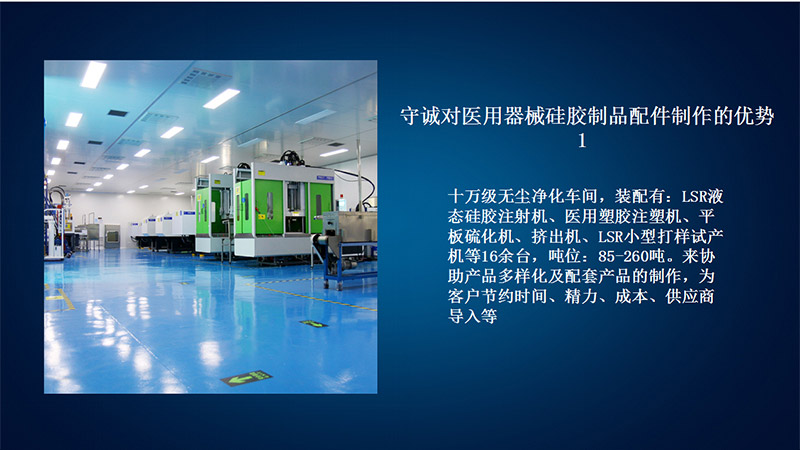
- 苏州守诚是一家专业医用硅胶制品配件的生产厂家,在硅胶制品领域已有26年制作经验,公司开设了600平方米的十万级无尘净化车间,里面配备了液态硅胶注射机、医用塑料制品注塑机、模压成型机、挤出机和小型液态硅胶打样机等16余组,可对各种医用硅胶制品多样化要求,为客户节约时间、精力、

- 防火阻燃硅胶垫片
- 苏州守诚是一家专业硅胶制品定制的生产厂家,在硅胶制品领域已有26年制作经验,守诚的定制流程: 1、来电咨询(18913543409/0512-66704180/段先生/同微信),将您产品的定制要求,产品研发的痛点等告知守诚,守诚会有相关负责的技术人员对您产品进行评估讨论,可线上、线下进行交流讨

- 医疗级硅胶O型圈
- 苏州守诚是一家专业医用硅胶制品配件的生产厂家,在硅胶制品领域已有26年制作经验,公司开设了600平方米的十万级无尘净化车间,里面配备了液态硅胶注射机、医用塑料制品注塑机、模压成型机、挤出机和小型液态硅胶打样机等16余组,可对各种医用硅胶制品多样化要求,为客户节约时间、精力、
